2026-05-22
2026-05-22 Plynová pružina vyzerá zdanlivo jednoducho - tlakový valec s posuvnou tyčou. Ale každý povrch, ktorý tesní, vedie alebo nesie zaťaženie, musí byť opracovaný podľa presných špecifikácií. Vynechá priemer otvoru čo i len o niekoľko stotín milimetra a cez tesnenia uniká plynný dusík, pružina stráca svoju menovitú silu a OEM zákazník odmietne celú sériu. CNC obrábanie automobilových plynových pružín je preto jedným z procesov, kde sa o toleranciách nedá vyjednávať a každé rozhodnutie o dráhe nástroja má následný vplyv na životnosť produktu.
Tento článok vás prevedie kritickými operáciami obrábania, materiálmi, požiadavkami na toleranciu a krokmi povrchovej úpravy, ktoré sú súčasťou výroby vysokokvalitných komponentov plynových pružín do automobilov – či už uvádzate výrobnú sériu alebo navrhujete diely na výrobu.
Zostava automobilovej plynovej pružiny obsahuje niekoľko opracovaných komponentov, z ktorých každý má odlišnú funkciu a rozmerovú kritickosť. Pochopenie toho, čo každá časť robí, uľahčuje špecifikáciu správneho procesu a tolerancií od začiatku.
Valec je vonkajší kryt - zvyčajne bezšvíková oceľová alebo hliníková rúrka, ktorá obsahuje stlačený dusík. CNC operácie sa tu zameriavajú na dokončovanie dier a čelné obrábanie. Vnútorný otvor musí byť honovaný alebo sústružený, aby sa dosiahol správny priemer a drsnosť povrchu dostatočne nízka na to, aby tesnenia piestu kĺzali bez nadmerného trenia alebo opotrebovania. Vnútorné priemery vo valcoch s plynovými pružinami sa bežne pohybujú od 10 mm do 60 mm, s toleranciami otvoru v rozsahu H7 (zvyčajne ±0,010–0,025 mm v závislosti od priemeru).
Piestna tyč je rozmerovo najkritickejší jednotlivý komponent. Musí byť rovná v rámci úzkych limitov, mať priemer dodržaný v blízkosti tolerancií pre uloženie tesnenia a mať povrchovú úpravu, ktorá odoláva opotrebeniu aj korózii. CNC sústruženie vyrába polotovar tyče; následné bezhroté brúsenie a tvrdé chrómovanie alebo nitrokarburizácia sú štandardnými krokmi po obrábaní. Priemery tyčí sa v automobilových aplikáciách zvyčajne pohybujú od 6 mm do 28 mm a odchýlky v priamosti nad 0,05 mm na 300 mm dĺžky môžu spôsobiť zaseknutie piestu a zrýchlené zlyhanie tesnenia.
Samotný piest je opracovaný tak, aby zapadol do otvoru s kontrolovanou vôľou. Nesie geometriu priechodu plynu – drážky, otvory alebo stupňovité profily – ktorá riadi správanie sa prúdenia plynu počas stláčania a predlžovania. CNC sústružnícke a frézovacie operácie vytvárajú tieto vlastnosti. Akékoľvek otrepy ponechané v priechode plynu alebo v drážke tesnenia menia charakteristiky prietoku a riskujú poškodenie tesnenia počas montáže.
Vodidlo tyče vyrovnáva a podopiera piestnu tyč na otvorenom konci valca. Vyžaduje si to presne vyvŕtaný vnútorný priemer, aby zodpovedal priemeru tyče, a vonkajší priemer, aby sa vŕtanie valca zmestilo bez vôle. Koncové uzávery pre utesnené konštrukcie sú často zalisované alebo naskrutkované na miesto, takže geometria závitu a pravouhlosť čela sú dôležité pre montáž bez úniku. Tieto diely sú zvyčajne CNC sústružené z ocele alebo technických plastov vystužených kovovými vložkami.
Výber materiálu ovplyvňuje každé rozhodnutie o následnom obrábaní – rezné rýchlosti, výber nástroja, metódy povrchovej úpravy a kritériá konečnej kontroly. Komponenty automobilových plynových pružín sú vyrobené prevažne z malého súboru materiálov, z ktorých každý má známe charakteristiky obrábania.
| Komponent | Typický materiál | Zváženie kľúčového obrábania |
|---|---|---|
| Valcová trubica | Bezšvíková oceľ ťahaná za studena (napr. ST52, E235) | Predtiahnutý otvor znižuje vnútorné obrábanie; dokončovacie honovanie dosiahne konečné Ra |
| Piestna tyč | Povrchovo kalená uhlíková oceľ (napr. C45, 42CrMo4) | Tvrdý chróm alebo nitridovanie po CNC sústružení; brúsenie na konečný priemer |
| Piest | Zinkový tlakový odliatok, oceľ alebo POM polymér | Diely odliate pod tlakom vyžadujú konečné sústruženie; polymérové diely potrebujú nízke teplo, ostré nástroje |
| Vedenie tyče / koncovka | Mosadz, hliník alebo oceľ | Mosadzné stroje voľne; hliník vyžaduje pre kvalitu povrchu záplavové chladivo |
| Ľahké varianty | Zliatina hliníka (napr. 6061-T6, 7075) | Možné vysoké rýchlosti posuvu; eloxovanie potrebné na ochranu proti korózii |
Oceľ zostáva dominantnou voľbou pre konštrukčné komponenty vďaka svojej vysokej pevnosti v ťahu a dobre pochopiteľnému únavovému správaniu pri cyklickom zaťažení tlakom plynu. Zliatiny hliníka sa častejšie používajú v aplikáciách osobných automobilov citlivých na hmotnosť – typickým príkladom sú vzpery veka kufra – kde nižší prevádzkový tlak umožňuje tenšie časti stien a menšie priemery tyčí. Pre každý komponent hliníkovej plynovej pružiny je povinné eloxovanie alebo tvrdý povlak, aby sa zabránilo korózii spôsobenej trením na rozhraní medzi tyčou a tesnením.
Výkon plynovej pružiny je priamo riadený rozmerovým vzťahom medzi piestnou tyčou, vŕtaním valca a tesniacimi prvkami. Príliš voľne špecifikované tolerancie riskujú únik a krátku životnosť; ich špecifikácia prísnejšia, než je potrebné, zvyšuje náklady na obrábanie bez pridania funkčnej hodnoty. Nižšie uvedená tabuľka sumarizuje praktické ciele tolerancie pre kľúčové rozhrania.
| Rozhranie | Fit Type | Typická tolerancia (priemer) | Účel |
|---|---|---|---|
| Piestna tyč OD / seal ID | Zatvoriť beh (f7/H7) | ±0,010–0,015 mm | Zabezpečuje kontakt tesnenia bez ťahania tyče |
| Vŕtanie valca / vonkajší priemer piesta | Svetlá výška (H7/e8) | Svetlá výška 0,020 - 0,060 mm | Umožňuje pohyb piestu bez kovového kontaktu |
| Vonný priemer vedenia tyče / vŕtanie valca | Prechod (H7/js6) | 0–0,015 mm | Zabraňuje kývaniu vodidla; zachováva zarovnanie tyče |
| Závit na koncovku | 6H / 6g štandard | ISO metrický, stredný tvar | Tesnenie pod tlakom; jednoduchosť montáže |
Pre kritické rozmery otvoru, Samotné CNC sústruženie je zriedka postačujúce ako konečná operácia . Honovanie pridáva kombináciu rozmerovej presnosti a kontrolovaného kladenia povrchu, ktoré tesnenia vyžadujú – sústružený vývrt pri Ra 0,8 µm znižuje životnosť tesnenia v porovnaní s honovaným povrchom pri Ra 0,2 – 0,4 µm. Priemery piestnej tyče sa podobne brúsia po sústružení, pričom v kroku brúsenia sa drží konečné tolerančné pásmo h6 alebo f7 potrebné na správne zasunutie tesnenia.
Okrem priemeru vyžadujú komponenty plynovej pružiny kontrolu tvarových chýb. Vŕtanie, ktoré je v rámci tolerancie priemeru, ale je výrazne nekruhové, spôsobí nerovnomerné stlačenie tesnenia, čo vedie k lokalizovaným únikovým cestám. Požiadavky na kruhovitosť vývrtov valcov pri výrobe automobilových plynových pružín sú zvyčajne 0,003–0,008 mm (3–8 µm), čo je možné dosiahnuť kvalitným CNC sústružením, po ktorom nasleduje honovanie na vyhradenom stroji. Valcovitosť – kombinácia kruhovitosti a priamosti po celej dĺžke otvoru – je najdôležitejšia pre dlhšie valce, kde tepelný rast počas obrábania môže spôsobiť chyby valca alebo kužeľa.
Hodnoty drsnosti povrchu sú špecifikované ako Ra (aritmetický priemer drsnosti) a musia byť overené profilometrom, nie odhadované vizuálnou kontrolou. Vŕtanie valca a pracovné povrchy piestnice majú odlišné ciele:

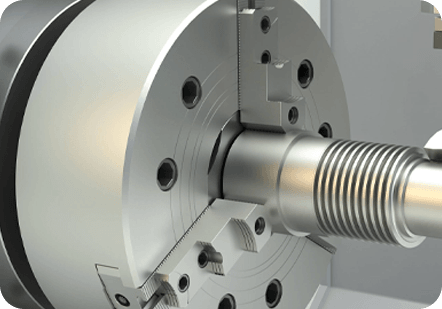
Vďaka valcovej geometrii komponentov plynových pružín je CNC sústruženie dominantným výrobným procesom. Moderné CNC sústružnícke centrá – najmä dvojvretenové stroje s dvoma vežičkami – sú vhodné na výrobu automobilových plynových pružín, pretože dokážu dokončiť diel v jedinom nastavení, čím sa eliminujú chyby opätovného upevnenia, ktoré zhoršujú sústrednosť medzi otvorom a vonkajším priemerom.
Piestne tyče sa typicky vyrábajú z tyčového materiálu na CNC sústruhu s podávačom tyče. Sekvencia sústruženia zahŕňa hrubé vonkajšie sústruženie, závitovanie na konci pripevnenia, podrezanie pre poistné krúžky alebo drážky tesnení a zrážanie hrán. Pretože tyčový materiál je východiskovým materiálom, na priamosti vstupujúceho materiálu záleží – zakrivený tyčový materiál predstavuje hádzanie, ktoré sa prenáša na hotový prút a môže byť opravené iba bezhrotým brúsením. Zadanie priamosti surovej tyče s presnosťou 0,5 mm na meter pred obrábaním zabraňuje dodatočným prácam.
Komponenty plynových pružín sú veľkoobjemové produkty. Automobiloví dodávatelia OEM vyrábajúci desiatky tisíc valcov za mesiac potrebujú časy cyklu v rozsahu 30 – 90 sekúnd na jeden diel, aby boli nákladovo konkurencieschopné. CNC sústružnícke centrá s dvojitou revolverovou hlavou to riešia súčasným obrábaním dvoch funkcií – napríklad hrubé sústruženie vonkajšieho okraja a dokončovacie vyvrtávanie vnútorného priemeru – časy rezných cyklov o 30–50 % v porovnaní so sekvenčnými operáciami na stroji s jednou revolverovou hlavou. Bezobslužná prevádzka cez noc s automatickým podávaním tyčí a zberom dielov ďalej znižuje náklady na kus pri veľkých objemoch.
Niektoré konštrukcie plynových pružín vyžadujú radiálne porty, priečne vyvŕtané plniace otvory alebo vyfrézované plochy na konci valca na zapojenie montážnych nástrojov. CNC sústružnícke centrum s aktívnym nástrojom zvláda tieto funkcie v rovnakom nastavení ako sústružnícke operácie, čím sa vyhýba sekundárnej CNC frézovacej operácii. Toto je obzvlášť dôležité pre plynové plniace otvory – otvory s malým priemerom vyvŕtané radiálne do steny valca – kde presnosť polohy vzhľadom na stred otvoru ovplyvňuje usadenie tesniacej zátky.
Surové CNC obrábané povrchy takmer nikdy nie sú konečným povrchom pre komponenty automobilových plynových pružín. Požiadavky na výkon v oblasti korózie, opotrebenia a trenia všetky poháňajú úpravy po obrábaní, ktoré sa musia brať do úvahy v pôvodných opracovaných rozmeroch.
Tvrdý chróm je najbežnejšia povrchová úprava piestnych tyčí. Typická chrómová vrstva s hrúbkou 10–25 µm sa nanesie po brúsení a potom sa opäť zbrúsi na konečný priemer. Touto sekvenciou „doštička a brúsenie“ sa dosiahne povrchová tvrdosť (900–1 000 HV) potrebná na odolnosť proti opotrebovaniu tesnenia a povrchová úprava Ra 0,1 µm potrebná pre prevádzku s nízkym trením. Chróm sa pridáva k priemeru tyče, takže predchrómovaný brúsený priemer sa musí vypočítať tak, aby po nanesení chrómu dopadol v rámci tolerancie – krok, ktorý si vyžaduje konzistentné riadenie procesu pokovovania a úzku komunikáciu medzi obrábacou dielňou a pokovovacím zariadením.
Pre aplikácie, kde je chrómovanie obmedzené z dôvodu environmentálnych predpisov (šesťmocný chróm podlieha obmedzeniam REACH v Európe), je preferovanou alternatívou nitrokarburizácia – tiež nazývaná feritické nitrokarburizácia alebo úprava Tenifer/Melonit. Proces difunduje dusík a uhlík do povrchu ocele, čím sa vytvorí vrstva tvrdej zlúčeniny s hrúbkou 10–20 µm, kombinovaná s hlbšou difúznou zónou, ktorá zvyšuje únavovú pevnosť. Na rozdiel od chrómovania vytvára nitrokarburizácia minimálnu zmenu rozmerov (zvyčajne pod 5 µm rast), takže tyče s nízkou toleranciou môžu byť často spracované bez dodatočného brúsenia. Výsledný povrch má vynikajúcu odolnosť proti korózii a charakteristický tmavosivý vzhľad.
Vŕtanie valcov sa po CNC sústružení honuje, aby sa súčasne dosiahol konečný priemer, kruhovitosť a štruktúra povrchu. Honovanie plató — dvojkrokový proces honovania s použitím hrubšieho kameňa, po ktorom nasleduje jemný dokončovací kameň — vytvára povrch s plytkými úžľabiami na zadržiavanie oleja a sploštenými vrcholmi, ktoré odolávajú opotrebovaniu. Tento profil sa meria skôr parametrami Rk (hĺbka drsnosti jadra, znížená výška vrcholu, znížená hĺbka úžľabia) než jednoduchými hodnotami Ra a mal by byť špecifikovaný na výkresoch pre aplikácie s kritickým vŕtaním. Ploché honované otvory výrazne predlžujú životnosť tesnenia v porovnaní s rovnými alebo jednokrokovo honovanými povrchmi.
Rúry valcov a konštrukčné oceľové komponenty, ktoré nepotrebujú opotrebiteľný povrch, sú zvyčajne zinkovo-niklové galvanicky pokovované na ochranu proti korózii. Zinok-nikel (obsah niklu 12 – 15 %) ponúka podstatne lepšiu odolnosť voči soľnej hmle ako konvenčné zinkovanie – zvyčajne 720 – 1 000 hodín do červenej hrdze pri testovaní neutrálnou soľnou hmlou oproti 120 – 240 hodinám pre samotný zinok. Pre vonkajšie alebo spodné plynové pružiny automobilov, ktoré sú vystavené cestnej soli a vlhkosti, je tento korózny výkon vyžadovaný väčšinou OEM špecifikácií.
Obrábanie automobilových plynových pružín funguje podľa prísnych systémov kvality, typicky IATF 16949 alebo ISO 9001 s požiadavkami zákazníkov špecifických pre automobilový priemysel. Inšpekcia nie je konečná brána – je integrovaná do výrobného toku prostredníctvom štatistickej kontroly procesu a merania počas procesu.
Meranie vzduchu je preferovanou metódou pre kontrolu veľkoobjemového priemeru, pretože je rýchle (meranie za menej ako 2 sekundy), bezkontaktné a vysoko opakovateľné. Vreteno vzduchomeru vložené do otvoru alebo umiestnené okolo tyče meria protitlak vzduchu, ktorý priamo koreluje s priemerom cez kalibračnú predlohu. Meradlá vzduchu sú zvyčajne integrované do bunky CNC sústruženia, takže každý diel je meraný pred vyložením, čo umožňuje spätnú väzbu systému kompenzácie ofsetu obrábacieho stroja v reálnom čase.
Kontrola súradnicového meracieho stroja (CMM) sa používa na schválenie prvého článku, pravidelné audity a akékoľvek funkcie, ktoré meradlo vzduchu nemôže ľahko zmerať – vrátane priemeru stúpania závitu, kolmosti diery na čelo a polohy priečne vyvŕtaných otvorov. Programy CMM pre komponenty plynových pružín sú zvyčajne napísané tak, aby sa zhodovali s popismi výkresov GD&T a výsledné správy o meraní sa predkladajú zákazníkovi ako súčasť procesu schvaľovania časti výroby (PPAP).
Po montáži je 100% skúška tesnosti štandardnou praxou pre automobilové plynové pružiny. Najbežnejšia metóda využíva héliovú hmotnostnú spektrometriu alebo testovanie poklesu diferenčného tlaku. Testovanie diferenčného tlaku je praktickejšie pre veľkoobjemovú výrobu – zostavená pružina je natlakovaná na skúšobný tlak, izolovaná a akýkoľvek pokles tlaku počas nastaveného obdobia (zvyčajne 10–30 sekúnd) sa porovnáva s prahovou hodnotou vyradenia. Dobre nakalibrovaný test poklesu tlaku dokáže spoľahlivo odhaliť úniky pod 1 cm3/min dusíka pri pracovnom tlaku.
Konštruktéri špecifikujúci komponenty automobilových plynových pružín môžu výrazne znížiť náklady na obrábanie dodržiavaním niekoľkých praktických pravidiel. Nerobia kompromisy vo funkcii – zlaďujú dizajn s prirodzenými schopnosťami CNC sústruženia a súvisiacich procesov.


Fenglan je Výrobca presných elektrických dielov v Číne, Výrobcovia presných automobilových dielov a Dodávatelia presných priemyselných dielov. Váš spoľahlivý partner vo výrobe dielov a komponentov od roku 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: č. 60, East Zhuanghe Road, Chunjiang Town, Wei Village, Xinbei District, Changzhou City, Čína
Add: č. 60, East Zhuanghe Road, Chunjiang Town, Wei Village, Xinbei District, Changzhou City, Čína  Ochrana osobných údajov
Ochrana osobných údajov



 +86-13861233850
+86-13861233850  2025-09-17
2025-09-17